|
ミニアストロカメラ 投稿者:
夢作 投稿日:2021/08/29(Sun) 23:08 No.3309 |
|
|
Re: ミニアストロカメラ
まき - 2021/08/30(Mon) 12:25 No.3310 | |
|
夢作さん、ご無沙汰しています。
写真、期待しております。
GPも持たれていたのですね。私のSPは三鷹の小学校観望会以降、非稼働・・・
横浜の某観望会もなく、完全に休止状態です。 |
|
|
Re: ミニアストロカメラ
夢作 - 2021/08/30(Mon) 16:07 No.3311 | |
|
まきさん、お元気ですか?
GP赤道儀は、かみさんが今年の5月に某オークションで入手したのを借りています。
従来タカハシの90Sを使っていましたが、今の不自由な身体には重すぎて扱いづらく、軽いGPは助かります。
350mm程度ならGPでもノータッチ2~3分はいけるのでは?と期待しているのですが… |
|
|
Re: ミニアストロカメラ
まき - 2021/08/31(Tue) 12:42 No.3312 | |
|
GPはヤフオクですか。
そのころの機材って、最近はさすがに安くなりましたよね。
ノータッチ時間は不明ですが、15年くらい前、ベランダからM42の撮影を試みた時は、ガイド鏡にGA4を付けて1軸モータ+手動ガイドでした。
私は心原性の可能性が高く再発が心配ですが、今のとことは大丈夫でテレワークの仕事も継続中です。

|
|
|
Re: ミニアストロカメラ
夢作 - 2021/09/01(Wed) 01:02 No.3313 | |
|
オークションで入手したGPにはMD-6が付いていて、一応オートガイド出来るように端子加工がされているとのことです。
錆びそうな部品はステンレス製に交換されていて、極望照明も附属しているので、良心的な出品者だと思いました。
出品写真を1枚拝借して掲載しておきます。
お互い再発しないようにしっかり体調管理を心掛けていきましょうね!

|
|
|
Re: ミニアストロカメラ
まき - 2021/09/01(Wed) 19:37 No.3314 | |
|
GP,きれいで程度もよさそうですね。
>お互い再発しないようにしっかり体調管理を心掛けていきましょうね!
はい、まったくその通りです。
何の前触れもなく、いきなり入院ですから・・・
そして、観望会等が再開できる日を心待ちしています。 |
|
|
Re: ミニアストロカメラ
夢作 - 2021/09/02(Thu) 02:11 No.3315 | |
|
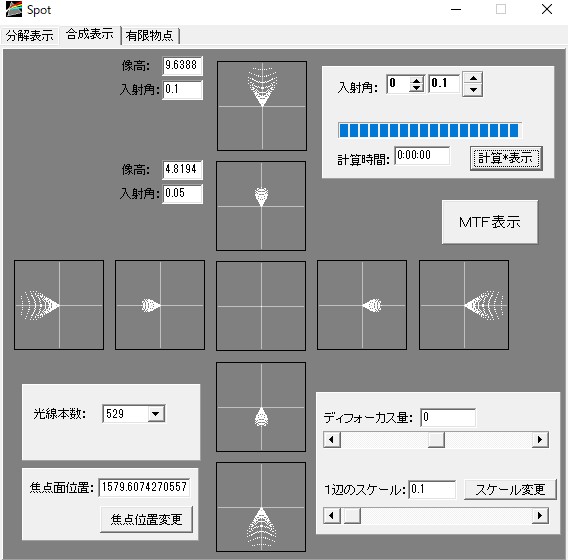
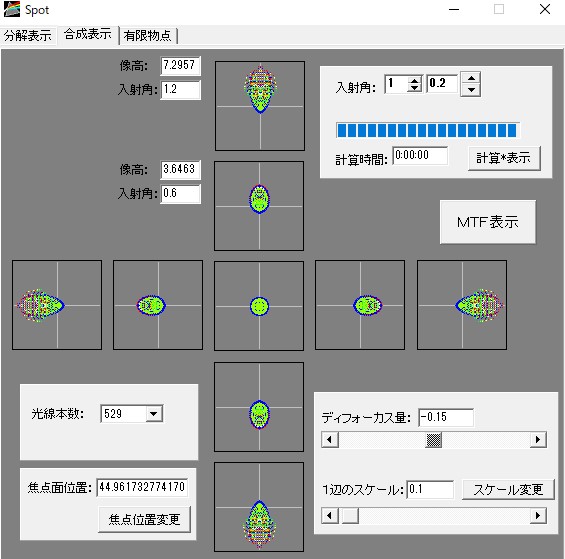
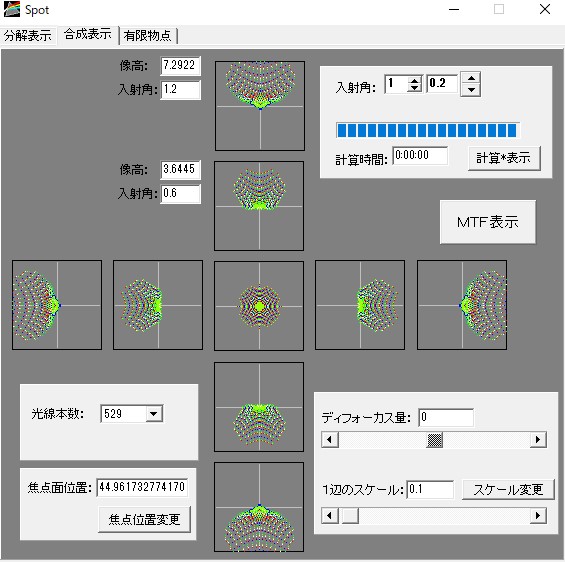
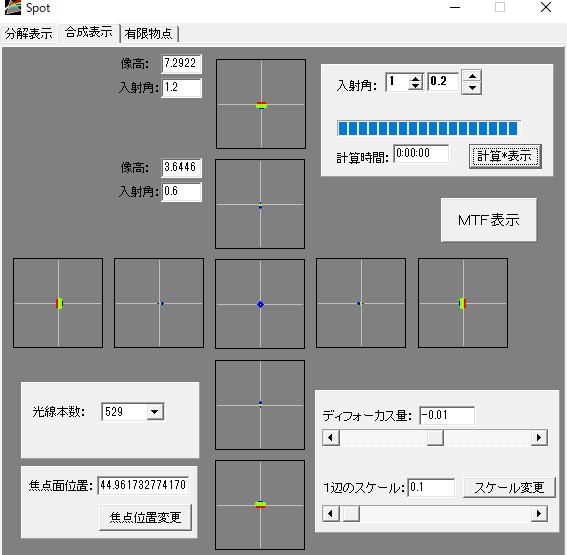
因みに、このミニアストロカメラのスポットダイヤグラムです。(ソフトはPOPS)
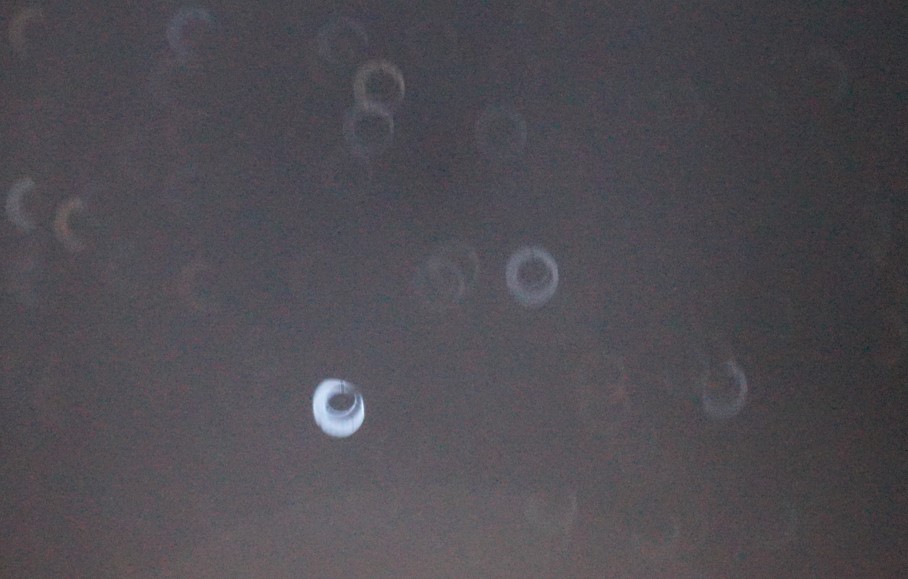
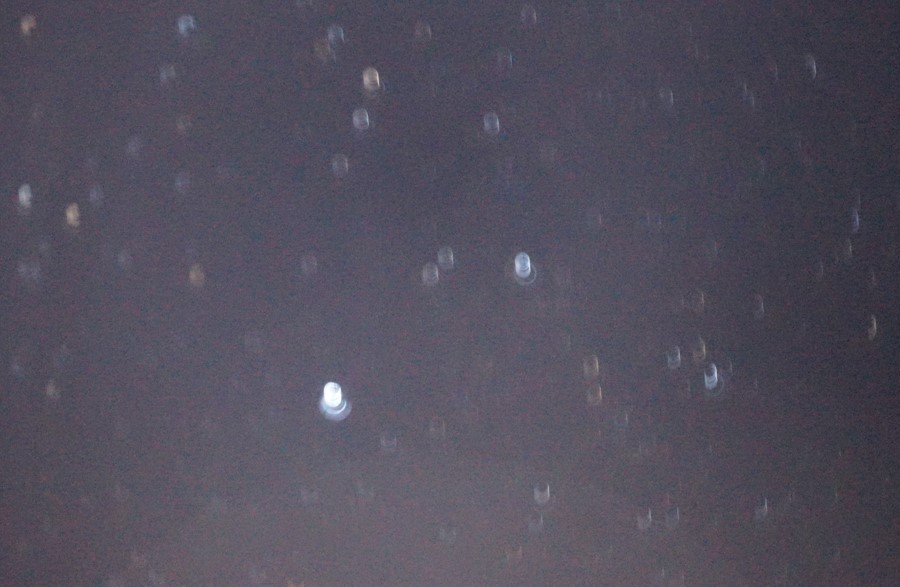
最も外側が入射角1.2度、像高7.3mmなので、APS-Cの短辺端っこ付近になりますが、その辺りでスポット径は50ミクロンくらいです。(但し、ディフォーカス量-0.15mm)
これが実写ではどのように写るのでしょうか…楽しみです。
|
|
|
Re: ミニアストロカメラ
夢作 - 2021/09/02(Thu) 02:42 No.3316 | |
|
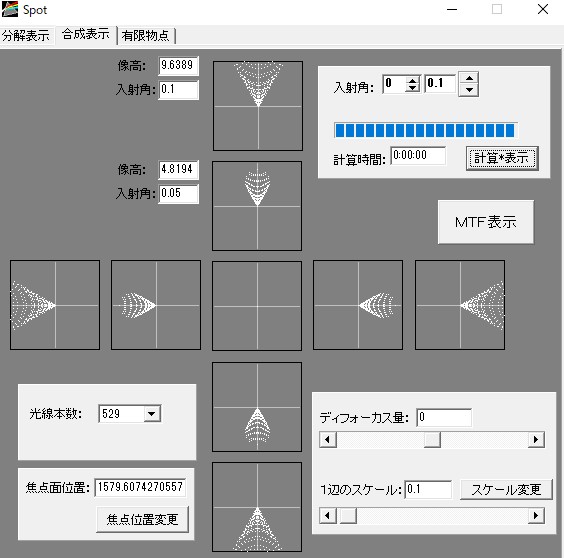
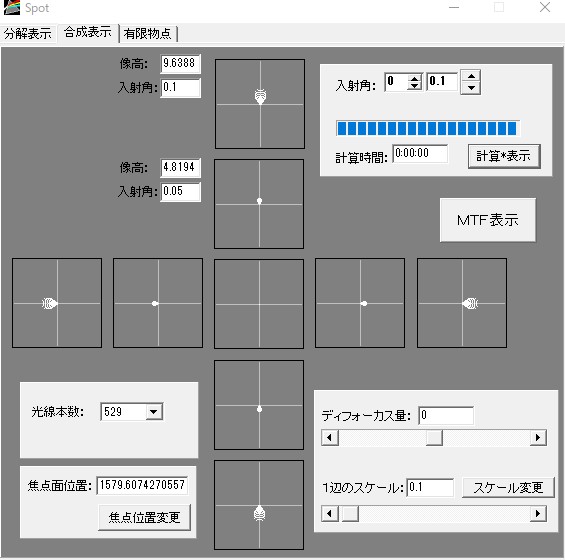
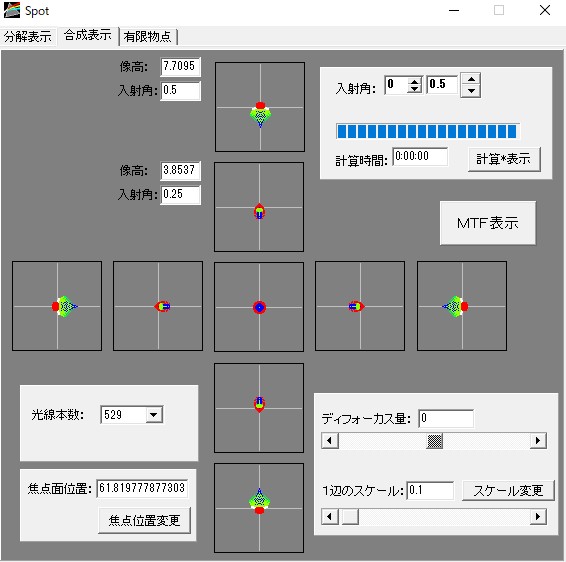
ディフォーカス量0(本来の焦点位置)でのスポットダイヤグラムも掲載しておきます。
|
|
|
Re: ミニアストロカメラ
Abbebe - 2021/09/02(Thu) 21:02 No.3317 | |
|
こんにちは、Abbebeです。ミニアストロカメラ楽しみですね。
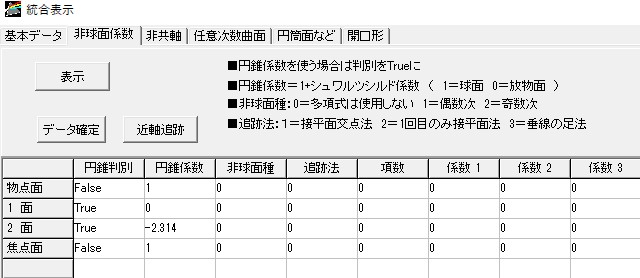
私も最近ですがPOPSをダウンロードして使用し始めました。
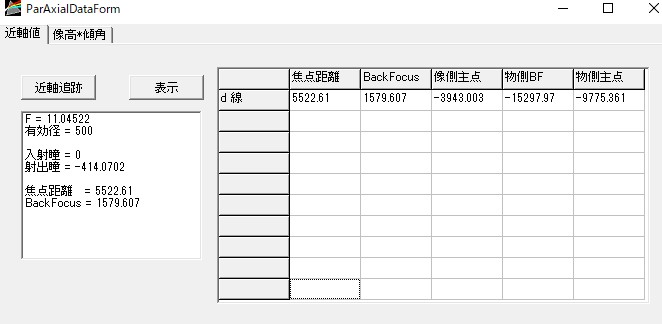
自作30cm望遠鏡の設計値データを提示させていただきます。
補正レンズは試作専門業者に依頼したのですが、やはり最小ロットの問題で余分が有るので、
次期自作機はペッツバール式屈折光学系を考えていてその後群として共用することを考えていたりします。
妄想だけで終わるかもしれないですが。

|
|
|
Re: ミニアストロカメラ
夢作 - 2021/09/03(Fri) 01:38 No.3318 | |
|
Abbebeさん、さすがリッチークレチアン、大変優秀なスポットですね。
私が今回試作したミニアストロカメラは研磨困難な強度の双曲面を使わないという前提で、磨きやすい放物面と球面の組合せで作りました。
そのほうが光軸の調整も簡単ですから…
本命は、現在の主力機である40cmカセグレン鏡筒に、新たに製作予定の球面副鏡を取り付けてf2.2(焦点距離880mm)のアストロカメラとして使用可能とする計画です。
これはスポットもかなり纏まっていて良いものになりそうです。(掲載図)
|
|
|
Re: ミニアストロカメラ
まき - 2021/09/03(Fri) 09:33 No.3319 | |
|
Abbebeさん、はじめまして。
この板唯一の素人、「まき」です。
お気楽観望と計算派?
http://park12.wakwak.com/~maki/
POPSは以前、ソースを見てみましたがデルファイは未経験で放置・・
10年くらい前には、簡単な光学計算のソフトを・・と思って色々参考になる本を集めましたがそれっきりです。 |
|
|
Re: ミニアストロカメラ
Abbebe - 2021/09/03(Fri) 19:48 No.3320 | |
|
夢作さん、独自光学系の球面副鏡カセシリーズ、fl880mmF2.2アストロカメラ、シュミットカメラ並の明るさで凄いですね。
やはり双曲面研磨、特に凸面は難しいのですね。
まきさん、はじめまして。
天文ガイドのテレオプトから始まった天文アマチュアの光学シミュレーションですが、
天文ガイドの思惑程は流行らなかったですね。私はそこそこのめり込んだ方かもしれないです。
宜しくお願いします。 |
|
|
Re: ミニアストロカメラ
夢作 - 2021/09/04(Sat) 01:23 No.3321 | |
|
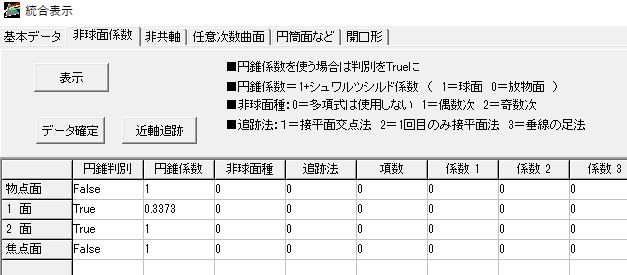
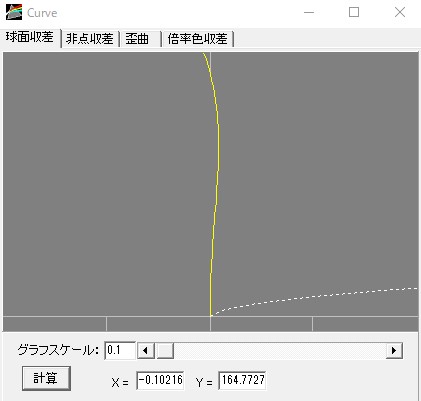
Abbebeさん、凸面の双曲面研磨は非球面係数にもよりますが、度の強い双曲面では特に鏡周に近いゾーンほど難しくなります。
計画中の40cmは12cmより明るいのに像が良く、自分でも楽しみです。
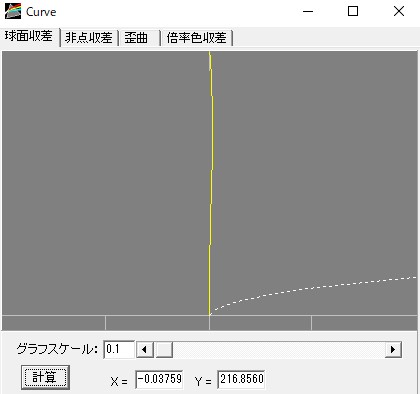
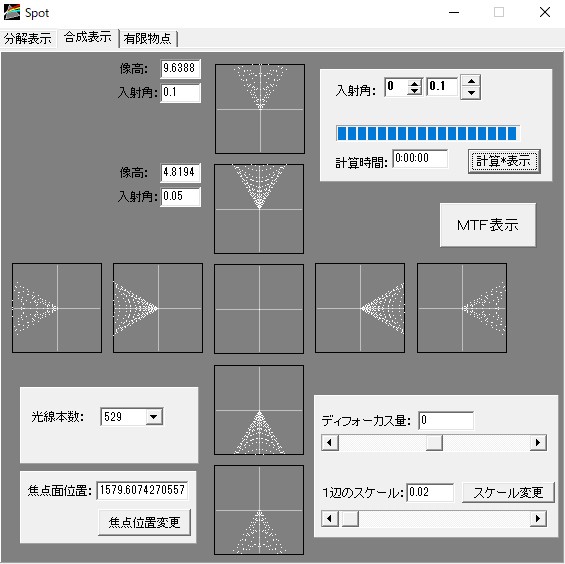
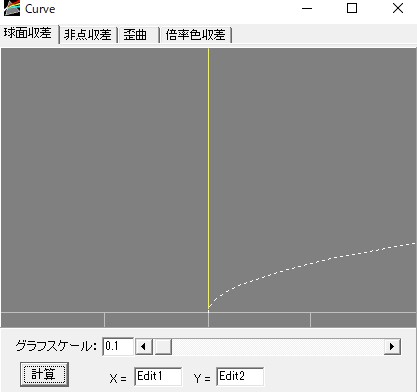
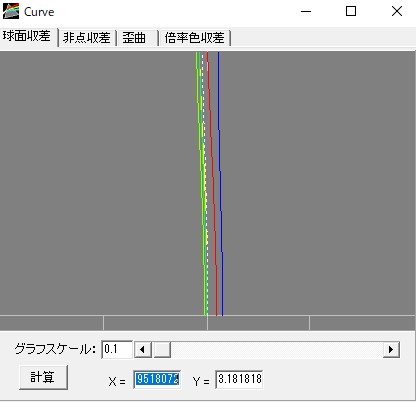
12cmのほうは、主鏡・副鏡とも双曲面のRCにすれば素晴らしい像になるのですが、副鏡があまりにも非現実的な非球面係数(600弱!)になるので机上の空論的な設計…
ちなみに下図がRCとした場合の球面収差とスポットです。
|
|
|
Re: ミニアストロカメラ
Abbebe - 2021/09/04(Sat) 17:08 No.3322 | |
|
ミニアストロカメラ、主鏡、副鏡共双曲面化(RC化)するとここまで良くなるのですね。
φ74、R3157mmでパラボラ係数600で凹と考えた時のフーコー移動量は130mm位でしょうか。
机上で素晴らしい瀬能!であってもこの凸双曲面は研磨困難なのですね。
そこをなんとかと考えると例えば非球面レンズ用の東芝とかナガセのNC研削機で出来ないものかとも考えるのですが、
やはり形状精度的にも面粗度的にもまだまだ不足なのでしょうか?
写真レンズメーカーも反射望遠は勿論、超望遠レンズに非球面は使わないのが通常みたいですね。 |
|
|
Re: ミニアストロカメラ
夢作 - 2021/09/05(Sun) 02:42 No.3323 | |
|
Abbebeさん、はい、研磨だけで製作するのは極めて困難です。
フーコー移動量が130mmと言っても、球面からの実研磨量は46ミクロンほどですから、これは研磨可能な数字です。
しかし、問題は72mmという口径の小ささと3157mmという曲率半径の大きさです。
なかなか精密な双曲面には研磨し難い数字です…
NC研削機による私の経験:
取引先から渡されたのはNC研削機で加工した口径18cm、R480mm(F1.33)の放物面でしたが、形状精度的には問題ないものの、砥石(#3000)による研削痕がまるでCDのように見えて、その痕を消すための仕上げ研磨が大変でした。
砥石の粒度や送りのピッチにもよるのでしょうが、この方法も大きなミラーの方がうまくいくと思います。 |
|
|
Re: ミニアストロカメラ
Abbebe - 2021/09/05(Sun) 19:01 No.3324 | |
|
夢作さん、NC研削について貴重な御経験等を聞かせていただきましてどうも有難う御座いました。
独自光学系アストロカメラシリーズによる画像、楽しみです。
私ももう少し良い画像が撮れるよう頑張りたいと思います。 |
|
|
Re: ミニアストロカメラ
夢作 - 2021/09/06(Mon) 00:43 No.3325 | |
|
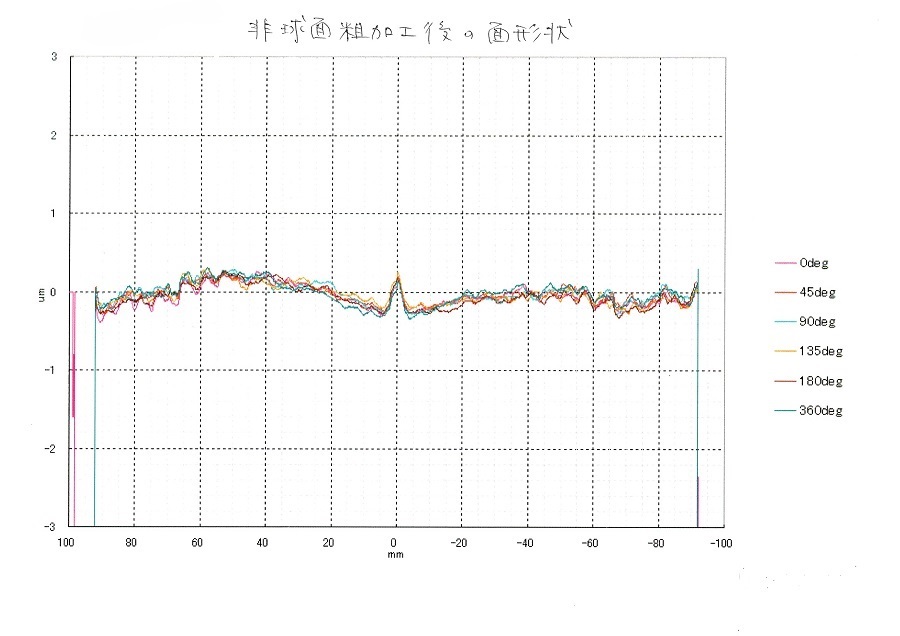
取引先から支給された研削加工放物面には面形状の測定表が付いていました。
パナソニックの超高精度三次元測定機UA3Pで断面形状を45度ずつずらして測定し、1枚の表にしたものです。
|
|
|
Re: ミニアストロカメラ
Abbebe - 2021/09/06(Mon) 01:28 No.3326 | |
|
パナUA3Pは非球面レンズ測定の業界スタンダード機ですね。
データがベストフィット放物面からの誤差だとするとP-V値で1λ位ですね。へそだけでも1λ位ありますね。
リップルも含めてレンズであればこのままで使用可能かもしれないですがやはり望遠鏡ミラーは研磨しないとダメのようですね。
有難う御座いました。 |
|
|



 副鏡の位置調整を続けます。
副鏡の位置調整を続けます。